
Beijing DaTongLongYuan Energy Technology Co., Ltd.
Tel: 010-67184197,13311211762
Fax: 010-67184097
E-mail: dtly@ datonglongyuan.com
Website: www.datonglongyuan.com
YuTang International Building A, 9th Floor, Room 906, Chaoyang District, Beijing
Location:Home >> The original coal rotary air deviceThe original coal rotary air device
Boiler flue gas waste heat recovery
Boiler flue gas waste heat recovery
Aswell-proven mature technology,high wall temperature open phase-change heat transfer technology (exhaust gaswaste heat recovery system of industrial boiler) has eliminated the problem of low efficient traditional heat exchanger radically, avoided acid dew corrosion of flue gas and solved the problem of improving exhaust gas temperature to ease (not eradicate) acid dew corrosion at the cost of boiler heat efficiency faced in China currently. Moreover, it has properly solved the worldwide difficulty of lowering the temperature of boiler exhaust gas, which is a worldwide breakthrough in the utilization of medium or low-temperature heat source. It significantly improved heat efficiency of industrial boiler and ensured the safe operation of equipment at the flue of boiler tail.
Technical background for high wall temperature open phase-change heat transfer technology:
As the main energy-consuming equipment in the world, modern boiler has nearly two hundred years of development history and it is generally believed that heat efficiency of modern boiler has reached its limit. However, liquid sulfuric acid (also referred to as dewing) will be formed on its surface when temperature of metal wall on the boiler heat exchanger is lower than coagulation point of sulfuric acid vapor (also referred to as acid dew point), because energy used in the boiler, such as coal, petroleum and natural gas, is generally sulfurous fuel and generates sulfur dioxide during the combustion that forms sulfuric acid vapor together with steam. To eliminate the corrosion at the heating surface of heat exchanger tail caused by dewing, designer had to improve exhaust gas temperature to ease (rather than eradicating) dewing when designing boiler worldwide. However, pure increase of exhaust gas temperature will inevitably lead to waste of large quantities of energy that can’t be recovered. In spite of this, heat exchanger is still corrosive after one or two years of operation and even perforated, making it a challenge that bothers the boiler industry worldwide.
By changing the function relationship between temperature of boiler exhaust gas and minimum wall temperature of heat exchanger and regarding wall temperature of boiler heat-exchange equipment as design basis, high wall temperature open phase-change heat transfer technology has removed the contradiction between reduction of boiler exhaust gas temperature and corrosion of acid dew point skillfully, solved the worldwide properly the difficulty of lowering the temperature of boiler exhaust gas, offered new space for the full utilization of boiler waste heat and initiated the scientific and reliable new idea and technology for the energy conservation of boiler.
Basic principles and performance features:
By using technical principles of phase-change high efficient heat-exchange of heat pipe technology, high wall temperature open phase-change heat transfer technology has conceived the concept of “phase-change segment”, proposed a brand-new idea of using “wall temperature” as the first design parameter of heat exchanger, altered the function relationship between temperature of exhaust gas and metal wall temperature, took the lead in making metal wall temperature of heat exchanger controllable or adjustable in the world, kept metal wall temperature of heat exchanger above acid dew point and made it possible to recover large quantities of waste heat while solving the problem of low temperature corrosion radically.
The high wall temperature open phase-change heat transfer technology adjusts the water quantity of “evaporation segment”, realizes closed-loop control over the minimum wall temperature of heating surface, namely keeping wall temperature constant or adjusting it to be higher or lower so as to make minimum wall temperature of metal heating surface of heat exchanger above the acid dew point and to adapt to the change of boiler heat transmission load within a considerable large range for keeping exhaust gas temperature and wall temperature stable relatively; keeps wall temperature of metal heating surface at relatively high temperature level and keeps away from corrosion area of acid dew point, therefore avoiding the dewing corrosion and ash fouling radically; after the modification, minimum wall temperature of the system can not only be selected freely, but also be kept at a constant value easily by automatic control equipment during the boiler operation. For instance, if it intends to keep minimum wall temperature unchanged (105℃) under 70% load, automatic control can keep minimum wall temperature at 110-5=105℃.
High wall temperature open phase-change heat transfer technology has proposed and realized the “Controllable and adjustable wall temperature as a whole” for local area of heat exchanger for the first time in the world and changed relationship of “difference between wall temperature and exhaust gas temperature” restricting the effective utilization of waste heat to “plus & minus” relationship from previous “multiple” relationship, changing “range of energy saving” at certain order of magnitude while avoiding the “low temperature corrosion and ash fouling” effectively. According to energy-saving technical requirements of conventional heat pipe exchanger commonly used, exhaust gas temperature of boiler is 150℃ when wall temperature of heat pipe exchanger is not lower than 77.5℃. However, it is known that node temperature difference designed for heat exchanger should be 20℃. As high wall temperature open phase-change heat transfer technology has changed the function relationship between exhaust gas temperature and metal wall temperature, it can be ensured that difference between medium temperature and exhaust gas temperature inside heat exchanger is controlled within 20℃ and exhaust gas temperature can be reduced to be 92℃ when wall temperature of heat exchanger is kept at same temperature level, therefore increasing a flue gas waste heat recovery range of 58℃ and improving the boiler heat efficiency by nearly 4 percent
With regard to general heat exchanger, relationship between minimum wall temperature of its metal heating surface and thermal fluid discharge temperature is roughly multiple. That is to say, corresponding minimum wall temperature is only 70℃ when exhaust gas temperature is 140℃. But, high wall temperature open phase-change heat transfer technology does not work that way. The relationship between its minimum wall temperature and thermal fluid discharge temperature is kept to be constant plus & minus relationship and its difference value can be designed based on node temperature difference of conventional heat exchanger and controlled within 15℃-25℃.
Performance features of high wall temperature open phase-change heat transfer technology are described in the following:
(1) Based on the conventional heat pipe exchanger, further lower the discharge temperature of thermal fluid (flue gas) to recover large quantities of intermediate or low temperature heat energy effectively and generate considerable economic benefits;
(2) keep wall temperature of metal heating surface at relatively high temperature level while lowering flue gas temperature and keep away from corrosion area of acid dew point so as to radically prevent the dewing corrosion and ash fouling and significantly reduce maintenance costs of equipment;
(3) Make minimum wall temperature of metal heating surface always controllable and adjustable to adapt to the change of boilers and heat transmission load within fairly large range and keep exhaust gas temperature and wall temperature relatively stable;
(4) High wall temperature open phase-change heat transfer technology has overcome the fatal weakness of conventional closed heat pipe exchanger for generating non-condensable gas during the application process and becoming aged gradually and even disabled, prolonging the service life of equipment greatly while retaining the highly efficient heat transfer of heat pipe exchanger.
(5) Get rid of the shortcoming of closed cycle and secondary heat transfer of intermediate medium in the current market , save the heat transfer area significantly, reduce resistance of air duct or gas duct and minimize the power consumption of draught fan.
Main application scope
High wall temperature open phase-change heat transfer technology is a kind of new high efficient and energy-saving patent technology and device widely applicable for fire coal, fuel oil, gas-fired boiler, furnace, gas injection furnace, heating furnace and heat transfer equipment in the fields of electricity, petroleum, chemical engineering, metallurgy, petrochemical engineering, textile and pharmaceuticals. This technology only modifies the heat exchanger device other than boiler body, therefore not endangering the operation safety of boiler body; in general, installation and debugging of energy-saving modification device can be completed and finished within boiler maintenance period (7-10 days).
(I) Energy-saving application of thermal-electric boiler
Thermal-electric boiler has held an important position in the national economy and its capacity varies from 35t/h to 670t/h and exhaust gas temperature from 150℃ to 180℃. Boiler of general thermal power plant mainly served as heating source while thermal power plant of petrochemical industry is featured by diversified energy utilization forms. Core contents about promoting this technology in the petrochemical industry are to configure different high wall temperature open phase-change heat transfer technology devices based on actual energy consumption conditions.
Energy-saving and technical innovation targets are specified as follows: a. reduce exhaust gas temperature to be equal to or lower than 120℃; b. control wall temperature to be 10℃ higher than acid dew point automatically to avoid acid dew corrosion; c. research and develop several waste-heat utilization schemes to meet user requirements. In those schemes, cold source temperature is not the limiting factor, desalted water under normal temperature or raw water under the temperature of 0°C can be heated or air supply under ambient temperature is possible. Or recover waste heat to boiler steam air heater or low-grade steam as needed.
(II) Gas injection boiler
Gas injection boiler refers to the kind of boiler used for injecting high-temperature and high-pressure steam to underground during the heavy oil thermal recovery in oilfield. Exhaust gas temperature is generally high, leading to large boiler heat loss and low efficiency, because its fuel is mostly blended fuel, such as residual oil, combustible gas or coal and contains high sulfur contents. Take Nanyang oilfield of Sinopec for instance. Its exhaust gas temperature of gas injection boiler is as high as 210℃-260℃.
Energy-saving and technical innovation targets: reduce exhaust gas temperature of gas injection boiler, make full use of waste heat effectively and avoid low-temperature acid dew corrosion. If common technology is used to reduce exhaust gas temperature to 120℃, its wall temperature is less than 70℃, leading to acid dew corrosion inevitably. However, if high wall temperature open phase-change heat transfer technology is used to reduce exhaust gas temperature to 120℃, its wall temperature can still be maintained to be above acid dew points and become controllable or adjustable according to load change.
(III) Power station boiler
As power station boiler is the energy-consuming equipment that consumes the most coal in China, its coal consumption accounts for 60% of national coal production with profound energy-saving significance. Take 1000t/h boiler for example. Suppose average exhaust gas temperature (Tpy) is 135℃, if temperature of each boiler is reduced by 15℃, heat efficiency of boiler will be improved by 1%, which is considered the amazing achievement. Desulfurization technology adopted by high wall temperature open phase-change heat transfer technology device and power station boiler is the mutual support of positive feedback. Currently, fume temperature at the inlet of desulphurizing tower is required by wet desulphurization system to be controlled at 80℃. Although previously designed GGH can reduce fume temperature, the Power Plant had to cancel it because of acid corrosion and ash fouling in the GGH device, thus leading to sharp increase in the water consumption of desulphurization system. On the other hand, although gas flue and chimney system are already subject to anti-corrosion treatment, immature anti-corrosion technology in China has discharged wet flue gas directly and caused corrosion or penetration, endangering the safety of gas duct and chimney seriously because flue gas is discharged completely and directly under the temperature of 45℃ after the desulfurization. If it is used for large power station boiler, it can not only save large quantities of energy and precious water resources, but also recover waste heat, reheat flue gas after desulfurization and ensure safe, stable and economical unit operation by combining with desulfurated flue gas processing technology of power station boiler in the Company.
Comparison with same kind of technology
When compared with low-pressure economizer prevailing in the market currently, high wall temperature open phase-change heat transfer technology enjoys incomparable advantages. Firstly, high wall temperature open phase-change heat transfer technology has made full use of phase-change heat transfer principles to increase its heat exchange efficiencies significantly while traditional low-pressure economizer only realizes liquid temperature-rise and heat-transfer with low heat transfer efficiency, increasing the heat transfer area, adding exhaust gas resistance and impeding the output of suction fan of power station boiler; secondly, high wall temperature open phase-change heat transfer technology has no requirements on the temperature and pressure of water from cold source and makes it possible to guarantee metal wall temperature of heat exchanger balanced and isothermal and temperature higher than acid dew point by 5-10 degree. At the same time, the system may adjust metal wall temperature based on the change to boiler load and coal type in a bid to ensure that metal wall temperature of heat exchanger is always above acid dew point while traditional low-pressure economizer requires the satisfaction of certain conditions about water temperature and pressure and can’t adjust metal wall temperature based on the fluctuation of relevant factors, such as boiler load. To sum up, high wall temperature open phase-change heat transfer technology has great advantages for the flue gas waste heat recovery of power station boiler.
1. High phase-change heat transfer efficiency and significantly reduced heat-transfer area
2. When compared with other heat exchangers, flue gas resistance is smaller, which contributes to safe operation of suction fan.
3. Keep metal wall temperature of the system above the acid dew point under any operating conditions and make metal wall temperature controllable and adjustable
4. No requirements on temperature and pressure parameters of cold source water media
Basic Measurement of Energy Conservation and Emission Reduction Values
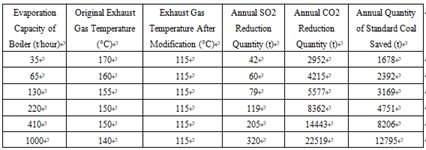
Remarks: 1. Suppose the original exhaust gas temperature of boiler is 135-170℃; 2. heat value of fire coal is 5000 kilocalorie/kilo; 3. minimum wall temperature of heating surface is ≥100℃; 4. Annual operation time of boiler is 300 days.
 Scan the qr code
Scan the qr code