
北京大通龙源能源技术有限公司
电 话:010-67184197,13311211762
传 真:010-67184097电子邮箱:dtly@ datonglongyuan.com
网 页:www.datonglongyuan.com
地 址:北京市东城区王府井大街99号8层A827
Location:Home >> The original coal rotary air deviceThe original coal rotary air device
Combustion Optimization System of CO Control-based
Combustion Optimization System of CO Control-based Power Station Boiler
Status quo of engineering system
As operational efficiency of coal-fired boiler has direct influence on coal consumption, it would be of significant economic value by operating boiler unit under the maximum efficiency. In addition, combustion process is to be monitored strictly based on many other factors inside coal-fired boiler. For instance, uneven distribution or improper mixing of air and pulverized coal inside boiler will lead to local reducing atmosphere, worsening the corrosion and scorification of water screen tube or making tube wall of superheater or reheater exceed the temperature. To reduce the NOx emission in the flue gas, the boiler is required to be operated under relatively low excess air.Therefore, it is needed to optimize combustion for boiler operation. That is to say, conduct optimization experiment over main parameters affecting combustion conditions based on quality indexes of combustion process to make combustion process safe, reliable, highly efficient and low-emission.
Among the heat losses of boiler operating efficiency, only two items can be controlled actually, namely heat loss due to exhaust gas and incomplete combustion loss of fuel. Excess air in furnace is critical to combustion control. If ratio of air and pulverized coal can be controlled precisely, boiler may be operated under relatively low excess air, reducing the heat loss due to exhaust gas. Moreover, due to decreased exhaust gas temperature, overall heat losses would be reduced to a greater extent and energy consumption of blower or suction fan will be decreased accordingly. However, reducing combustion air would increase the incomplete combustion heat loss of gas and solids; Therefore, to realize optimization control of combustion process inside furnace is, in fact, to coordinate the heat loss due to exhaust gas, energy consumption of blower or suction fan and incomplete combustion heat loss of gas and solids. To reach good combustion control and optimal combustion efficiency, care should be taken to organize air distribution working condition of each combustor and control chemical composition in the exhaust gas accurately.Common boiler combustion control system is controlled based on the ratio of steam and air mass flow: to change fuel quantity according to change to steam pressure and alter supply air rate to maintain proper air/fuel ratio. However, fuel and air quantity vary significantly and this ratio is generally deviated from original set point by boiler status due to reasons such as air leakage. And it is necessary for stoker to adjust this ratio based on experience manually.
Therefore, additional monitoring method, namely smoke composition analysis, is required. Previously, O2 in the flue gas is used as the basis for boiler combustion adjustment but it is highly related to fuel type as O2 contents in the flue gas are different when different fuels are combusted under the same excess air. Therefore, it is uncertain or imprecise to control combustion based on O2 contents in the flue gas. Although oxygen content in the flue gas is widely used as control signal in the past twenty to thirty years, this method is still flawed.Available study results show that using CO to detect and control combustion is a kind of more scientific and advanced technology and has been proven effective in the operation of large coal-fired boiler. It is also proven to be effective method for optimizing combustion conditions in the operation of large coal-fired boiler.
Combustion optimization and adjustment
Combustion optimization and adjustment is to conduct optimization experiment over main parameters affecting combustion conditions based on quality indexes of combustion process so as to make combustion process meet requirements of safety, reliability, economy, high efficiency and low pollution.
Main factors affecting combustion condition include quality and property of coal sent into furnace, total air volume, air distribution method and characteristics of coal pulverizing system. Among these, optimization and control over air volume is most complicated. Control over air volume has direct influence on boiler operation oxygen contents while the change of operation oxygen contents not only impacts the heat loss due to exhaust gas, incomplete combustion heat loss of gas and solid and heat efficiency of boiler, but also alters other operating parameters, such as total power consumption of blower and suction fan, steam temperature and features of desuperheating water. Furthermore, boiler operation safety problems such as scorification and hot corrosion may also be influenced by change of oxygen contents.
CO-based Control
CO generation features: when local area inside furnace is operating below chemical equivalent for air distribution, namely only when excess air coefficient in the flue gas is close to 1, much CO (>100ppm) would be generated and fluctuation of oxygen contents within the small range will cause exponential increase of CO. Fuel/air ratio and its distribution inside large boiler furnace may not be perfect and it is impossible to correct or remedy this uneven state by general mixing process inside furnace. Therefore, it is of great necessity to use monitoring technology of CO in the flue gas to detect local oxygen deficit inside furnace while detecting average oxygen contents at the economizer outlet would not help.
Operation and optimization advantages of CO control-based boiler
• Better adaptability to coal type
• Monitoring over mixing characteristics inside furnace
• Certain relationship between CO contents and combustibles in fly ash, heat loss due to exhaust gas and excess air
• Proper integration of safety, economy and environmental protection
• For O2 above critical point, CO varies gently. Hence, new combustion adjustment idea of “mainly relying on CO control and supplemented by oxygen contents control” is proposed.
• It is possible to operate coal-fired boiler under relatively low excess air and improve boiler efficiency by detecting CO contents without causing serious scorification or metal corrosion of water wall tube because of local air deficiency inside furnace.
• Conduct sampling and analysis at single point of smoke flue at the outlet of suction fan where contents of flying ash have decreased significantly and there is no stratification of smoke components. Influence of air leakage on CO concentration measured is also minor and sampling system can be simplified greatly.
• With regard to high sulfur fuel, it is workable to reduce excess air to decrease the quantity of SO2 oxidized into SO3 in an attempt to minimize the acid corrosion of rear heating surface.
• Depend on CO detection to discover local air deficiency, find out the root causes for locally uneven air and pulverized coal distribution inside furnace and achieve more even combustion conditions.
Comparison of advantages and disadvantages of CO online monitoring forms
As boiler fire coal of power station in China varies significantly, oxygen contents controlled during the actual operation often deviate from optimal oxygen contents, thus giving rise to relatively low heat efficiency and increased NOx emission. CO concentration is highly sensitive to total air volume. In particular, minor change to oxygen contents will lead to sharp change of CO concentration near the critical point. There is certain relationship between CO contents and combustibles in fly ash and heat loss due to exhaust gas. Applying CO monitoring, it is possible to operate boiler under relatively low excess air without causing local oxygen deficit and improve boiler efficiency without causing scorification and hot corrosion because of local oxygen deficit inside furnace.
Necessity of CO control-based combustion adjustment is demonstrated by some engineering example.CO control-based combustion adjustment can improve the safety and economy of boiler operation, prevent boiler combustion from generating large quantities of CO and find out the uneven combustion at both sides of furnace in time, all of which cannot be achieved in time by O2 monitoring at the air-preheater inlet of current power station boiler. To this end, it is quite necessary to conduct CO control-based combustion adjustment and optimization of power station boiler.
The CO control-based combustion adjustment and optimization test of some power station boiler in this project is carried out by CO control-based combustion adjustment and optimization technology at the field. The result showed that the thermal efficiency of boiler increased by 0.4% and NOx emission reduced by 20%.In the CO test, minimum oxygen contents required for boiler operation have been determined and economical and safe boiler operation has not been affected by significantly increased CO emission.
Use case
Some 600MW unit boiler in China isDG-2070/17.5-II4 and ∏ type steam drum boiler with sub-critical parameters, natural circulation, opposed firing of front and back wall, one-off intermediate reheating, balanced ventilation of single furnace, dry ash extraction, tight seal and all-steel framework. Design coal is Junggar bituminous coal. Sub-flue is set at the tail and flue gas shunt baffle is adopted to adjust temperature at the reheater outlet.
• Coal pulverizing system
is medium-speed positive pressure direct-fired system and coal mill is HP1103 medium-speed
coal mill ans there are totally 6 of them. When under BMCR working condition of
design coal for combustion use, 5 coal mills are operating and one is in
standby. Fineness of pulverized coal R90 is 20%.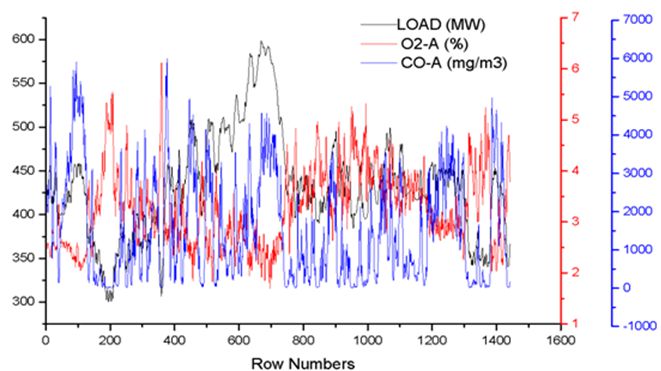
Variation Trend of Boiler Load and Monitoring System Results (O2 and CO) Every 1 Minute within 24 Hours
Economic analysis
• Based on 5000 annual utilization hours of 600MW unit, total quantity of fire coal is calculated to be 1 million tons, average coal consumption for power supply is decreased by 2g/kwh and 6000 tons of standard coal is saved annually. According to standard coal price of 500 Yuan/t, annual economic benefits are about RMB 3 million.
• Environmental and social benefits
 Scan the qr code
Scan the qr code